











CTS-2108PA相控阵超声检测仪是汕头“超声电子”研制的第一代达到32:64检测通道的相控检测仪器;仪器全中文操作,采用防水、防油面板,无风扇设计,操作简单、快捷,实现检测数据全程记录,配套的相控阵探头、扫查器全部自主研发制造,实现了全套设备性能和功能的最佳匹配、最高的性价比,并为用户提供个性化的应用工艺定制服务。


CTS-2108PA相控阵超声检测仪是汕头“超声电子”研制的第一代达到32:64检测通道的相控检测仪器;仪器全中文操作,采用防水、防油面板,无风扇设计,操作简单、快捷,实现检测数据全程记录,配套的相控阵探头、扫查器全部自主研发制造,实现了全套设备性能和功能的最佳匹配、最高的性价比,并为用户提供个性化的应用工艺定制服务。
32:64检测通道,可同时激励32个阵元进行聚焦,可使用阵元数目多达64个的相控阵探头。当探头其他参数一定时,通道数越多,其声束控制及成像特性就越好。采用64个检测通道对工件进行大面积的C扫描,大大提高检测效率。
1ns 的延时精度,国内最高;提高相位延时的精度,能够显著地抑制旁瓣,提高声束的纵向和横向分辨率,改善成像清晰度。
A扫、线扫、扇扫、C扫实时快速成像,支持A扫+线扫、A扫+线扫+C扫、A扫+扇扫、A扫+扇扫+C扫等显示方式组合,连续数据记录可选择编码器和时基两种模式,100%原始数据采集。
支持ASME标准规定的ACG和TCG曲线补偿功能(国内独具),解决扇形扫查时能量分布不均匀及测量误差等问题;支持ACG自动标定功能,采用ACG及TCG补偿时缺陷回波灵敏度一致性更高。
国内唯一一台无需风扇散热的相控阵仪器,仪器采用全密封防水防尘设计及自然散热模式,适合各种恶劣检测环境。
软件操作模块化设计,提供各种检测模块,对接焊缝、T型焊缝、复合材料等,操作简单,缺陷判断更容易。
聚焦法则根据波束角度及焦距、扫查模式、探头晶片参数自动计算快速生成,扇形扫查角度步进自动优化。
50dB 模拟增益、36dB数字增益;20MHz的带宽,滤波器0.5-9.7MHz、4.0-12.5MHz、6.7-20.8MHz三档可选,脉冲宽度根据探头频率自动优化,凸显优良的噪声处理技术;具有图像平滑处理功能,提高图像显示质量。
8.4寸工业级、全WVGA分辨率(800x600)TFT显示屏,室外或强光线下提供极佳的显示效果。
海量数据存储,可存储A扫、线扫、扇扫及C扫图像;自动生成检测报告。
USB接口,实现数据快速转存;HDMI视频接口实现检测屏幕无限扩大。
电源供电交直流两用,可同时使用两块锂电池供电,供电时仪器根据电量可自动切换电池,确保仪器工作6小时以上。
| 物理参数 | |
| 显示 | 8.4”800×600彩色TFT |
| 探头接口 | I-PEX 160pin |
| I/O接口 | USB 2.0(HOST);HDMI视频接口;LAN 100M网络接口;编码器接口 |
| 存储器 | 内部:1GB内存+4GB闪存;外部: U盘 |
| 重量 | 3kg(含电池) |
| 体积 | 290mm×195mm×105mm |
| 电源 | AC:100~240V 50Hz/60Hz; DC:12V |
| 充电 | 外置充电器 |
| 电池时间 | >6h |
| 功率 | 25W |
| 语言 | 中文/英文 |
| 温度特性 | 工作温度:-20℃~ 50℃;储存温度:-30℃~60℃ |
| 防护等级 | IP53 |
| 脉冲发生器 | |
| PRF | 最高10000Hz |
| 电压 | 负方波,-50V~-100V,10V步进 |
| 宽度 | 20~800ns,5ns步进 |
| 阻尼 | 50Ω |
| 延时精度 | 0~10us,精度1ns |
| 接收器 | |
| 带宽 | 0.5~20MHz |
| 增益 | 0.0~86.0dB,50dB模拟增益,36dB数字增益 |
| 接收延迟 | 0~10us,精度1ns |
| 滤波器 | 0.5~9.7MHz、4.0~12.5MHz、6.7~20.8MHz三档可选 |
| 检波 | 正向、负向、全波、射频 |
| 通道 | 32:64 |
| 扫描 | |
| 类型 | 线扫、扇扫、C扫 |
| 触发 | 时基/编码器 |
| 扫描线 | 最大128线 |
| 角度 | 线扫 -75°~+75°,步进0.1、1、10可调;扇扫 -75°~+75°,步进自动优化 |
| 校准 | |
| 自动校准 | 声速、探头零点、ACG、DAC/TCG |
| 检测范围 | 0.0~1000mm(钢纵波) |
| 显示延迟 | 1000mm |
| 单位 | mm、us |
| 闸门 | |
| 测量闸门 | A、B |
| 界面闸门 | I(选项) |
| 闸门起点 | 全范围 |
| 闸门宽度 | 闸门起点到全范围 |
| 闸门高度 | 0~100% |
| 报警 | 声、光 |
| 参考光标 | 两个测量光标,可测量图像上水平、垂直位置及光标间距离 |
| 测量 | |
| DAC | 最多20点,40dB动态范围 |
| 测量模式 | 前沿、峰值 |
| 显示读数 | 闸门内读数:幅度及声程;光标测量读数:位置、长度、高度(宽度)、光标间距 |
| 测量分辩率 | 0.5mm |
| 曲面校正 | 支持 |
| 辅助功能 | 通过聚焦法则完成 |
| 配套探头 | |
| 标准配置 | 探头:4L16-1.0*10-C10,楔块:SC10-N55S |
| 选配 | 5L64 5MHz\64 ELE\1.0mm;2.5L16 2.5MHz\16 ELE\0.5mm;5L32 5.0MHz\32 ELE\0.5mm;2.5S32 2.5MHz\32 ELE\0.5mm;2.5L32 2.5MHz\16 ELE\1.0mm |
| 扫查器 | |
| 型号 | SCQpa-1 |
| 测量分辨率 | 0.5mm |
| 说明 | 相控阵C扫;磁吸功能 |









螺栓检测
在许多钢结构的连接中使用到螺栓,螺栓的根径裂纹严重影响到螺纹的使用,利用相控阵的小角度扇扫覆盖螺栓的螺纹区域,图像化显示结果很容易判断螺纹有没有产生裂纹。CTS-2108PA仪器满足电力标准《DL/T 694-2012 高温紧固螺栓超声波检测技术导则》的附录D高温螺栓超声相控阵检测技术的要求。
钢轨焊缝检测
铁路车轴及轮对检测
车轴的检测需要采用多种角度的探头前后移动才可满足全覆盖检测,而采用相控阵扇扫则可满足车轴卸荷槽及压装部位的全覆盖检测,由于车轴的规格比较单一,模块化的车轴轮廓显示为车轴缺陷的判断提供了便捷,避免由于干扰波或工作人员经验不足而造成的误判或漏检。对轮对进行检测时采用专用的配套直探头楔块和斜探头楔块,采用相控阵扇扫及线扫的大范围检测,操作简单,探伤效率高,而且对同一缺陷进行多声束多角度扫查,缺陷检测率高。
铝合金搅拌摩擦焊缝检测
在焊缝两侧各用一个相控阵探头检测纵向缺陷,如有规定,另用一个相控阵探头检测横向缺陷;使用65°和35°横波检测纵向缺陷;使用45度横波和-30~30°扇扫检测横向缺陷。CTS-2108PA仪器满足航天行业标准《QJ20045-2011 铝合金搅拌摩擦焊超声相控阵检测方法》的检测要求。
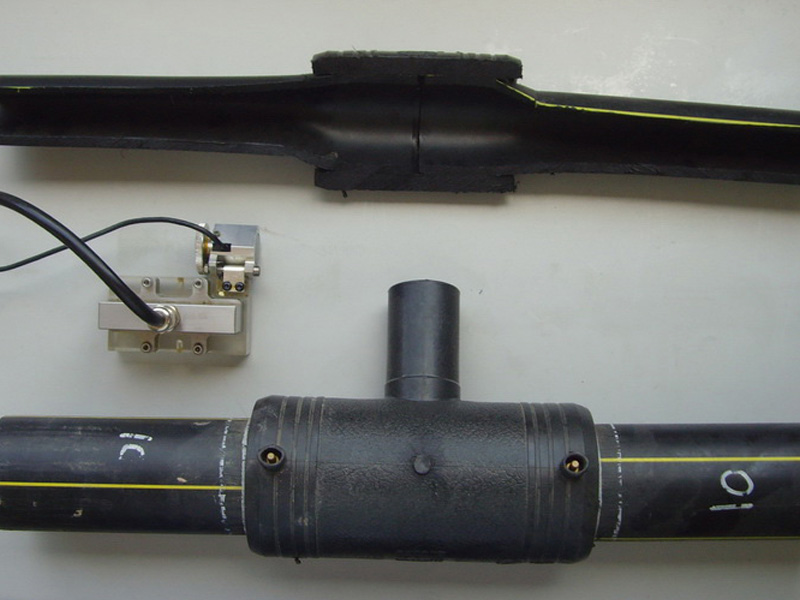
乙烯管道接头
乙烯管道电熔接头采用相控阵线扫检测,可以对焊接良好、未熔焊接、夹渣(泥或沙)、过烧焊接以及冷焊进行检测,检测结果清晰明了,易于判断。乙烯管道热熔接头采用相控阵串列式扫查及扇形扫描可对接头全覆盖,各类缺陷均有较高的检出率。
复合材料相控阵C扫描检测
复合材料的广泛使用,特别是航空航天,以前检测均是采用单探头单点检测,检测效率低且容易漏检。采用相控阵C扫描检测,不仅可以提高检测效率,对常见的脱粘缺陷进行图像化显示,对缺陷面积进行评估。
探头移动的空间受限,常规检测时需要使用不同角度的探头,利用相控阵检测进行扇形扫查可实现全覆盖检测,检测效率与可靠性大大提高。电力行业标准《DL/T714-2011 汽轮机叶片超声波检验技术导则》提到可以用相控阵检测枞树型叶根。
钢轨焊缝的检测采用常规方法需要采用多种探头满足焊缝的全覆盖检测,利用相控阵的偏转扫查可使钢轨焊缝的检测效率与可靠性明显提高,相控阵的图像化显示为铁路钢轨焊缝的管理提供了可靠的依据。




